Свод правил по сооружению магистральных газопроводов. Выбор труб для сооружения магистральных газопроводов
На нашем сайте можно бесплатно скачать Руководящий документ СП 101-34-96 в удобном формате. Узнать актуальный статус документа «Свод правил по сооружению магистральных газопроводов. Выбор труб для сооружения магистральных газопроводов» на 2016 год.
Скрыть дополнительную информацию
Страница 1
Страница 2
Страница 3

Страница 4
Страница 5

Страница 6
Страница 7
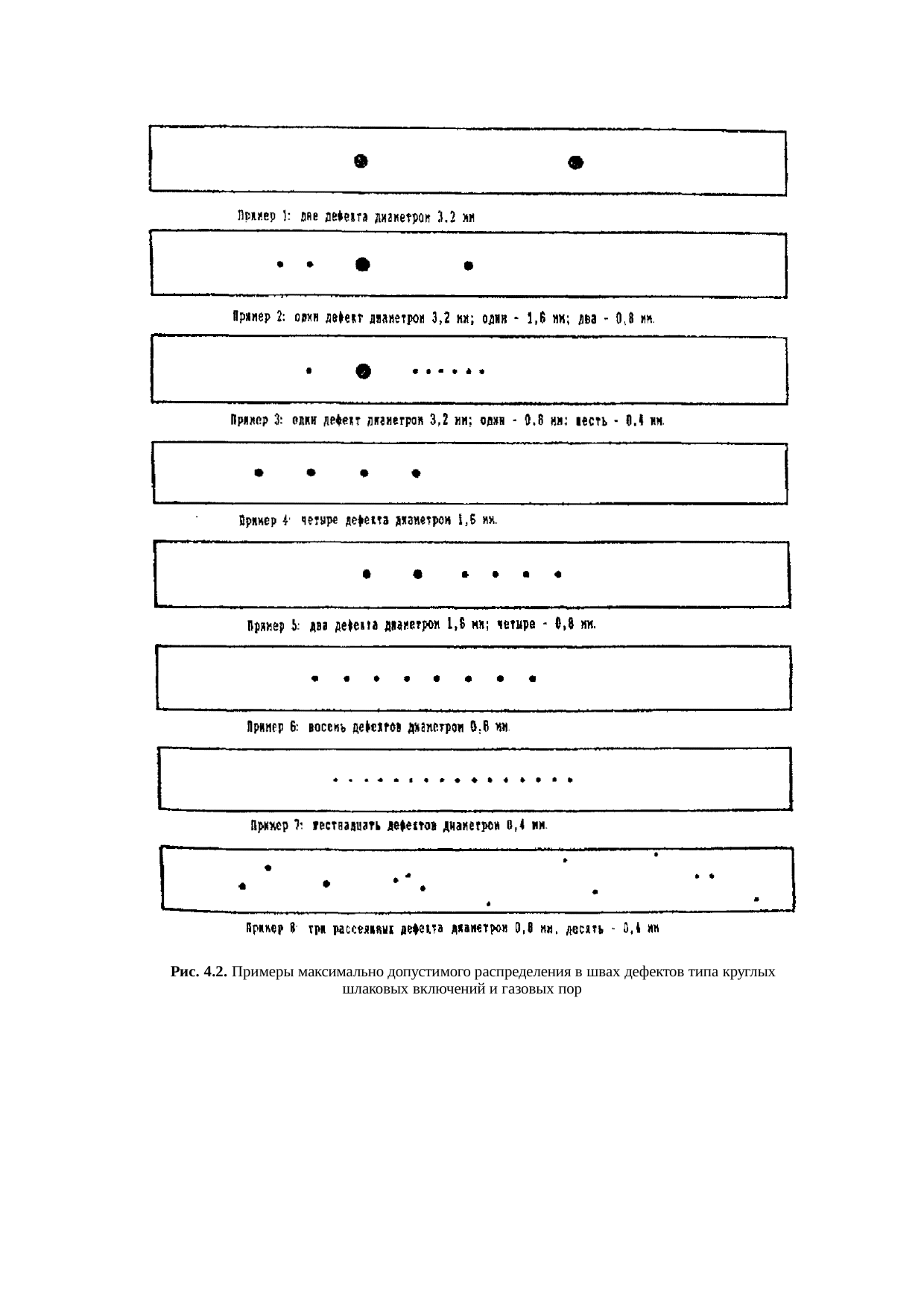
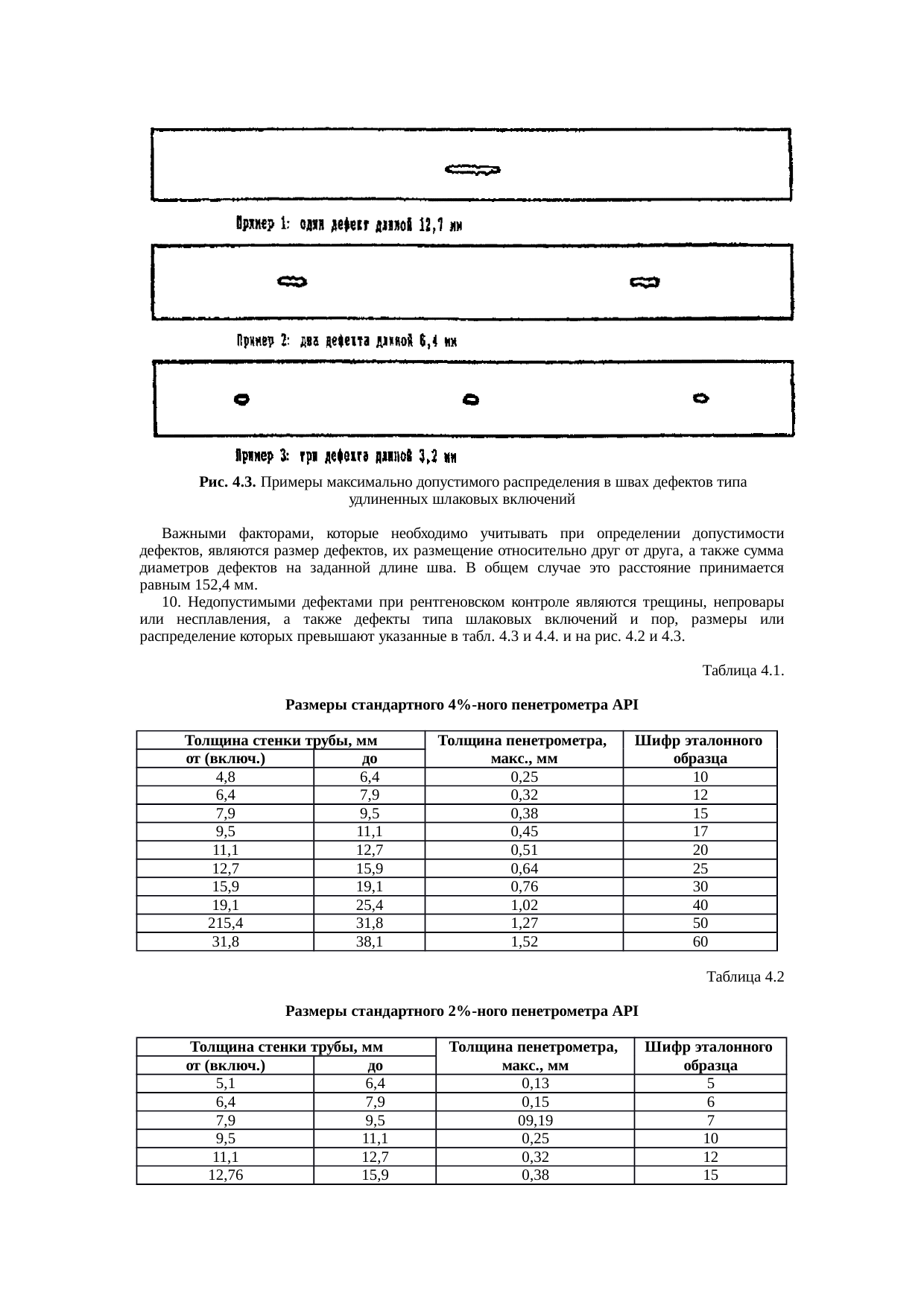
Страница 8

Страница 9
Страница 10
Страница 11
Страница 12
Страница 13
Страница 14

Страница 15
Страница 16

Страница 17
Страница 18

Страница 19
Страница 20

Страница 21
Страница 22
Страница 23

Страница 24
Страница 25
Страница 26
Страница 27

РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«ГАЗПРОМ»
СИСТЕМА НОРМАТИВНЫХ ДОКУМЕНТОВ В СТРОИТЕЛЬСТВЕ
СВОД ПРАВИЛ СООРУЖЕНИЯ
МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
СВОД ПРАВИЛ
ПО ВЫБОРУ ТРУБ ДЛЯ СООРУЖЕНИЯ
МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
СП 101-34-96
Утверждаю РАО «Газпром»
(Приказ от 11.09.1996г. № 44)
Москва
1996
СП 101-34-96
Свод Правил
Свод Правил сооружения магистральных газопроводов
Code of the regulations on contstruction of trunk gas pipelines
Дата введения 1.10.1996 г.
Выбор труб для сооружения магистральных газопроводов
Разработаны ассоциацией «Высоконадежный трубопроводный транспорт» при участии ИЭС. им. Е.О. Патона, РАО «Газпром», АО «Роснефтегазстрой», ТОО «Трубопром» и ВНИИгаза. Одобрен Минстроем России письмом № ВБ-396/13 от 24 августа 1995 г.
Коллектив авторов:
канд. техн. наук А.А. Рыбаков (руководитель работы), канд. техн. наук С.Е. Семенова, канд. техн. наук С.М. Билецкий (ИЭС им. Е.О. Патона), А.В. Печников (РАО «Газпром»), канд. техн. наук Н.И. Аненков (ВНИИГАЗ), проф. Д-р техн. наук О.М. Иванцов (АО «Роснефтегазстрой»), А.С. Вавилин, В.Д. Нуриахметов (ТОО «Трубопром»)
Под общей редакцией
Акад. Б.Е. Патона, канд. техн. наук В.А. Динкова, проф., д-ра техн. наук О.М. Иванцова
Пояснительная записка
к проекту Свода Правил сооружения магистральных газопроводов
СП 101- 34- 96
Выбор труб для сооружения магистральных газопроводов
Свод правил по разделу «Выбор труб для сооружения магистральных газопроводов» подготовка ассоциацией «Высоконадежный трубопроводный транспорт» при участии РАО «Газпром», Института электросварки им. Е.О. Патона, ОА «Роснефтегазстрой, ВНИИгаза и ТОО «Трубопром».
Свод Правил составлен в соответствии с требованиями, изложенными в СНиП 10-01-94 «Система нормативных документов в строительстве. Основные положения», и устанавливает рекомендуемые положения в развитие и обеспечение обязательных требований соответствующих разделам СНиП 2.05.06-85 «Магистральные трубопроводы».
При подготовке Свода Правил учтены требования международных стандартов, в том числе действующих в рамках Европейского Союза, вследствие чего разработан документ, гармонизированный с международной нормативной базой. Обобщены также требования, изложенные в различных технических условиях и контрактах на поставку труб.
В настоящем разделе особое внимание уделено выбору труб для строительства газопроводов системы Ямал-Европа, в том числе для участков магистральных газопроводов на давлении 8,3 МПа.
В настоящем разделе Свода Правил нашли отражения следующие новые положения:
- введены дополнительные требования к химическому составу стали, в том числе в части ограничения содержания микролегирующих добавок и вредных примесей с целью повышения ее качества и улучшения свариваемости. Химический состав трубной стали предложено определять на основании контрольного анализа готовой продукции. Рекомендовано пригодность стали для газопроводных труб оценивать также по показателю свариваемости;
- для труб диаметром 1020 мм и более, применяемых на участках газопроводов с рабочим давлением 7,4 МПа и более, рекомендовано проверять ударную вязкость металла сварных соединений на образцах с острым надрезом;
- долю вязкой составляющей на образцах DWTT, по аналогии с международными нормами, предложено оценивать на образцах с прессованным надрезом;
- увеличен объем неразрушающего контроля металла труб физическими методами. В частности, предложено применять 100 %-ный ультразвуковой контроль листовой стали, применяемой для изготовления труб.
Эти и другие вновь введенные требования направлены на повышение работоспособности и надежности труб, применяемых для сооружения газопроводов.
Впервые в нормативную документацию введены требования к технологическим процессам производства и контроля труб, которые следует рассматривать как один из важнейших элементов системы качества продукции. Даны рекомендации по объему и методам пооперационного контроля в процессе изготовления труб, включая входной контроль применяемых материалов.
Структура настоящего раздела Свода Правил предусматривает вначале изложение общих положений, касающихся применения разработанных норм и их взаимодействия с действующими нормативными документами, включая требования к металлу для производства труб, к трубам и к технологическим процессам производства и контроля труб. Дополнительно приведены приложения, в которых рассмотрены вопросы методик неразрушающего контроля, а также некоторых видов испытания механических свойств основного металла труб и сварных соединений.
ВВЕДЕНИЕ
Настоящий «Свод Правил сооружения магистральных газопроводов» был разработан ассоциацией «Высоконадежный трубопроводный транспорт» по заданию РАО «Газпром» в соответствии с введением в действие в 1994 г. Минстроем РФ СНиП 10-01-94 «Система нормативных документов в строительстве. Основные положения». Этот СНиП определил структуру нормативной документации по строительству, в которой предусматривается новый вид нормативного документа: Своды Правил по проектированию и строительству.
Согласно СНиП 10-01-94 «Своды Правил по проектированию и строительству» устанавливают рекомендуемые положения в развитие и обеспечение обязательных требований строительных норм, правил и общетехнических стандартов Системы.
«В Сводах Правил приводят с необходимой полнотой рекомендуемые в качестве официально признанных и оправдавших себя на практике положения, применение которых позволяет обеспечить соблюдение обязательных требований строительных норм, правил, стандартов и будет способствовать удовлетворению потребностей общества».
«Нормативные документы Системы должны основываться на современных достижениях науки, техники и технологии, передовом отечественном и зарубежном опыте проектирования и строительства, учитывать международные и национальные стандарты технически развитых стран».
Эти основные положения СНиП 10-01-94 были приняты в качестве руководства по составлению «Свода Правил сооружения магистральных газопроводов».
Действующие нормы в области трубопроводного транспорта устарели (СНиП III-42-80 «Правила производства работ» глава 42 «Магистральные трубопроводы» выпущен в 1981 г., СНиП 2.05.06-85 — в 1985 г.). Новая редакция СНиП «Магистральные трубопроводы» задерживается разработкой. Это создало известные сложности при составлении «Свод Правил сооружения магистральных газопроводов», необходимость в которых была продиктована, прежде всего, началом строительства крупнейшей, трансконтинентальной газотранспортной системы Ямал — Европа.
В практике Минстроя РФ Свод Правил составлялся впервые, поэтому вначале возникли сложности в определении его оптимального состава. В представленном виде объем и содержание «Свода Правил сооружения магистральных газопроводов» одобрены Минстроем РФ.
Настоящий Свод Правил составлен в соответствии с действующими нормативами в области проектирования и строительства трубопроводных систем, ссылки на которые указаны в каждом его разделе. Однако отдельные рекомендации Свода Правил. Правил повышают и ужесточают требования действующих нормативных документов.
В Свод Правил введены также рекомендации по новым технологиям, прошедшим апробацию в отечественной или зарубежной практике. Требования их выполнения так же, как и ужесточение нормативов, являются прерогативой, правом заказчика строительства газопроводов.
В правила предусматривается использование строительных и специальных материалов и конструкций, оборудования и арматуры только гарантированного качества и обеспечение высокого качества выполнения всего комплекса строительно-монтажных процессов, надежности и безопасности сооружаемых газопроводных систем.
После ввода в действие новой редакции СНиП «Магистральные трубопроводы» в Свод Правил сооружения магистральных газопроводов, в случае необходимости, могут быть внесены коррективы. Так как Свод Правил разрабатывался, в первую очередь, применительно к строительству газотранспортной системы Ямал — Европа, многие рекомендации имеют адресный характер для технически сложных газопроводов этой системы.
В составлении Свода Правил принимали участие ученые и специалисты ассоциации «Высоконадежный трубопроводный транспорт», РАО «Газпром», АО «Роснефтегазстрой», ВНИИгаза и Института электросварки им. Е.О. Патона, АО «ВНИИСТ», АО «НГС — Оргпроектэкономика», ПО «Спецнефтегаз», Государственной академии нефти и газа им. И.М. Губкина, а также других организаций.
Проект Свода Правил прошел широкое обсуждение, по нему были получены заключения от 16 организаций РАО «Газпром», АО «Роснефтегазстрой» и других. Проведено согласительное совещание с участием всех заинтересованных организаций.
«Свод Правил сооружения магистральных газопроводов далее (СП) включает:
· Свод Правил по выбору труб для сооружения магистральных
газопроводов…………………………………………………………………………. СП 101-34-96
· Свод Правил по сооружения линейной части газопроводов:
¨ Организация строительства……………………………………………. СП 102-34-96
¨ Подготовка строительной полосы………………………………….. СП 103-34-96
¨ Производство земляных работ………………………………………… СП 104-34-96
¨ Производство сварочных работ и контроль качества
сварных соединений……………………………………………………… СП 105-34-96
¨ Укладка газопроводов из труб, изолированных в
заводских условиях……………………………………………………….. СП 106-34-96
¨ Балластировка, обеспечение устойчивости положения
газопроводов на проектных отметках……………………. СП 107-34-96
¨ Сооружение подводных переходов…………………………………. СП 108-34-96
¨ Сооружение переходов под шоссейными железными
дорогами………………………………………………………………………. СП 109-34-96
¨ Сооружение участков газопроводов в особо сложных
геологических и других условиях…………………………………… СП 110-34-96
¨ Очистка полости и испытание газопроводов………………….. СП 111-34-96
Настоящий раздел СП посвящен выбору труб для магистральных трубопроводов. При подготовке СП учтены требования международных стандартов, в том числе действующих в рамках Европейского Союза. Таким образом настоящие СП гармонизированы с международной нормативной базой. В СП рассмотрены требования к трубам для строительства газопроводов системы Ямал-Европа, в том числе для участков магистральных газопроводов на давление 8,3 МПа.
Для этой цели системы газопроводов должны использоваться только трубы с заводской изоляцией. В отдельных случаях, по согласованию с заказчиком возможно использование труб с изоляцией на специализированных заводах или базах. В настоящее время не представляется возможным выдвинуть научно-обоснованные требования к заводской и базовой изоляции, нет аттестации достаточности уровня требований к изоляции DIN и других Европейских стандартов. Поэтому требования к заводской и базовой изоляции могут быть представлены на уровне специальных ТУ.
В дальнейшем требования к изоляции труб будут выделены дополнением в СП. Требования СП направлены на повышение качества и работоспособности труб. Впервые в нормативную документацию введены требования по выполнению технологических процессов и операций по контролю труб, включая входной контроль применяемых материалов.
С целью повышения качества труб, введены дополнительные требования к химическому составу стали, причем химических состав предложено определять на основании контрольного анализа готовой продукции. Для труб диаметром 1020 мм и более рекомендовано проверять ударную вязкость металла сварных соединений на образцах с острым надрезом, долю вязкой составляющей на образцах DWTT, по аналогии с международными нормами. Увеличен объем контроля металла труб, готовой трубной продукции физическими методами.
Свод Правил по выбору труб для магистральных газопроводов разработан впервые и явится руководством для разработки ТУ, отражающих современный уровень достижений трубной промышленности и обеспечивающих надежность и безопасность работы магистральных трубопроводов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий Свод Правил распространяется на проектирование новых и реконструируемых магистральных трубопроводов диаметром 530 — 1420 мм с избыточным давлением до 10 МПа (100 кГс/см2).
1.2. Требования к трубам, изложенные в настоящих Правилах, разработаны применительно к строительству участков магистральных газопроводов системы Ямал — Европа в различных регионах, включая арктические с нормативной температурой эксплуатации — 20°С и ниже.
Правила разработаны на основе действующих строительных норм и правил (СНиП), а также государственных стандартов. Наряду с этим Правила содержат более широкий комплекс требований к трубам по сравнению с указанными нормативными документами. Выполнение требований настоящих Правил обеспечивается на основании технических условий, согласованных при оформлении контрактов или заказов на поставку труб.
1.3. Трубы, предназначенные для строительства магистральных газопроводов, должны быть аттестованы в соответствии с требованиями Госгортехнадзора РФ и органов государственной сертификации.
1.4. Технологические процессы производства должны обеспечивать качественные характеристики труб в соответствии с требованиями настоящих Правил. Нормативная технологическая документация на их производство должна быть утверждена в установленном порядке.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Требования к металлу для производства труб
2.1.1. Трубы изготавливают из спокойных низколегированных и микролегированных сталей в термически обработанном или термомеханически упрочненном состоянии.
2.1.2. Размеры листового проката для изготовления труб должны обеспечивать производство труб в соответствии с требованиями раздела 2.2 настоящих Правил.
2.1.3. Номинальную толщину листового проката (далее листа) определяют с точностью до 0,1 мм. Ширину и толщину листов указывают в заказе.
Длина поставляемых листов должна находиться в диапазоне 11500 — 11800 мм. По соглашению между производителями листов и труб могут применяться листы другой длины, обеспечивающие выполнение требований раздела 2.2. настоящих Правил.
Предельные отклонения по толщине листов должны удовлетворять следующим требованиям:
минусовой допуск — не более 5 % номинальной толщины;
плюсовой допуск для нормальной точности — согласно ГОСТ 19903-74.
Предельные отклонения по другим размерам принимают согласно ГОСТ 19903-74.
Листы должны быть обрезаны под прямым углом.
Серповидность листов должна быть не более 12 мм при длине 11,5 м и более. Косина реза и серповидность не должны выводить размеры поставляемых листов за пределы требуемых номинальных размеров и допустимых отклонений по ширине и длине.
Отклонения от плоскостности на 1 м длины листа не должны превышать 10 мм. Волнистость кромок не должна превышать величины, равной 10 % номинальной толщины стенки.
2.1.4. Сталь выплавляют в кислородных конвертах с основной футеровкой или в электрических печах. В процессе внепечной обработки сталь продувают аргоном и обрабатывают кальцием или редкоземельными элементами для глобуляризации сульфидных включений.
Сталь прокатывают по технологии, обеспечивающей заданное регулирование температуры и степени обжатия, а также контроль режима охлаждения в процессе и после окончания прокатки (далее технология контролируемой прокатки или контролируемой прокатки с ускоренным охлаждением — КП или КПУО).
2.1.5. Химический состав применяемых сталей должен соответствовать требованиям стандартов или технических условий, утвержденных в установленном порядке.
2.1.6. Сталь для труб должна содержать не более 0,18 % углерода, 0,01 % серы, 0,02 % фосфора и 0,01 % азота.
Сталь для труб диаметром 1020 мм и более, используемых при сооружении участков газопроводов с нормативной температурой эксплуатации ниже — 5 °С, помимо указанных требований к химическому составу, должна содержать не более 0,3 % кремния.
Сталь для труб диаметром 1020 мм и более, используемых при сооружении участков газопроводов с нормативной температурой эксплуатации — 20 °С и ниже, должна содержать также не более 0,006 % серы, 0,016 % фосфора, 0,007 % азота.
2.1.7. Сталь должна хорошо свариваться дуговым и контактным процессами сварки, применяемыми при изготовлении труб и при строительстве трубопроводов.
С целью обеспечения хорошей свариваемости стали для труб диаметром 1020 мм и более, используемых при сооружении участков газопроводов с нормативной температурой эксплуатации — 20 °С и ниже, рекомендуемые ниже содержания стандартных микролегирующих добавок (ниобия — не более 0,04 %, ванадия — не более 0,07 % и титана — не более 0,035 %) должны обеспечиваться в 90 % плавок стали, входящих в объем поставки. Допускается поставка стали с содержанием титана до 0,09 % при условии отсутствия в ней ниобия и ванадия (суммарное остаточное содержание Nb и V — не более 0,015 %) и ограничения содержания азота не выше 0,006 %.
Применение стали с содержанием более 0,3 % хрома, никеля, меди и молибдена допускается при условии проведения квалификационных испытаний труб и положительного заключения Заказчика.
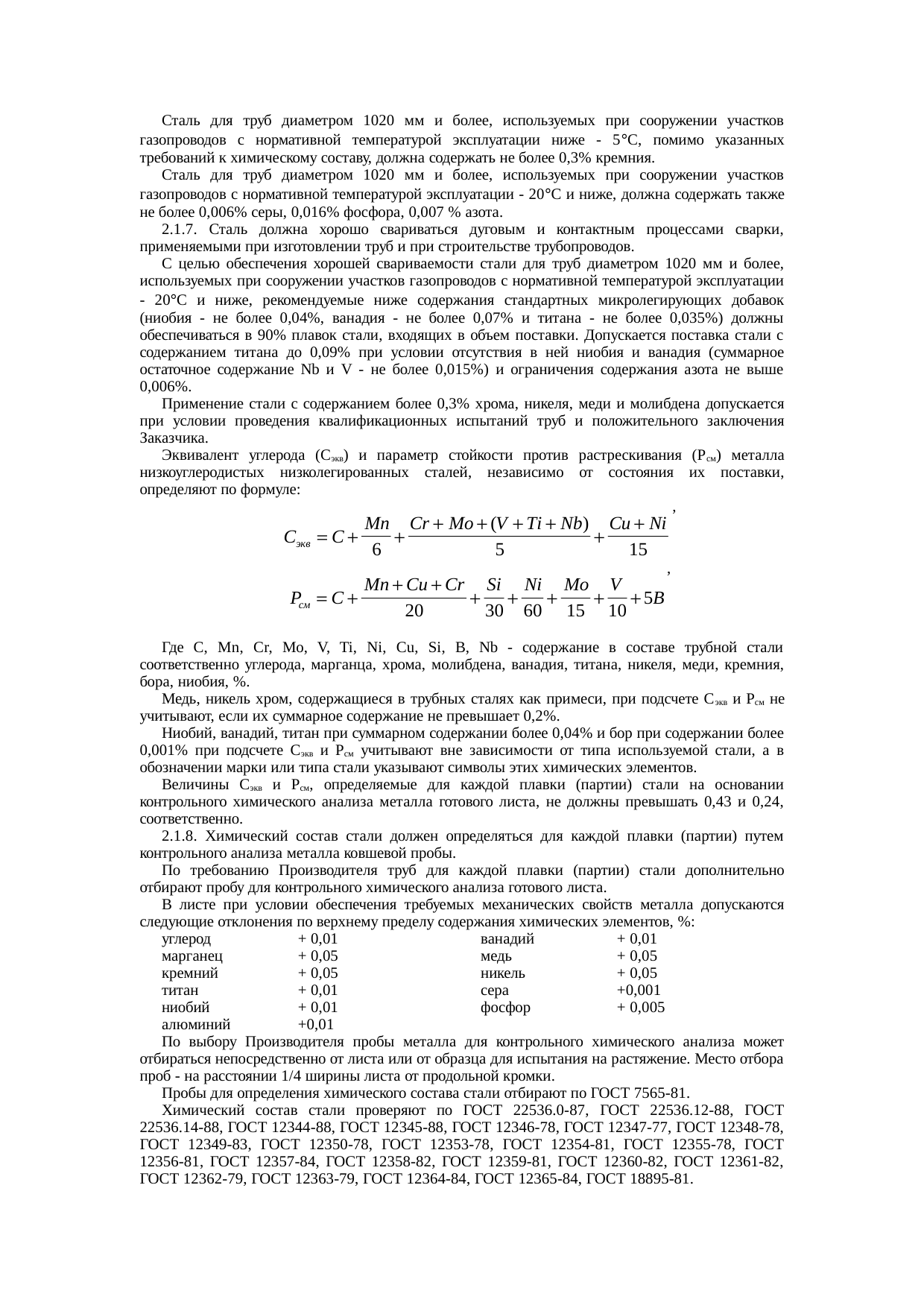
Эквивалент углерода (Сэкв) и параметр стойкости против растрескивания (Рсм) металла низкоуглеродистых низколегированных сталей, независимо от состояния их поставки, определяют по формуле:
![]() ,
,
![]()
|
,
Где C, Mn, Cr, Mo, V, Ti, Ni, Cu, Si, B, Nb — содержание в составе трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, титана, никеля, меди, кремния, бора, ниобия, %.
Медь, никель хром, содержащиеся в трубных сталях как примеси, при подсчете Сэкв и Рсм не учитывают, если их суммарное содержание не превышает 0,2 %.
Ниобий, ванадий, титан при суммарном содержании более 0,04 % и бор при содержании более 0,001 % при подсчете Сэкв и Рсм учитывают вне зависимости от типа используемой стали, а в обозначении марки или типа стали указывают символы этих химических элементов.
Величины Сэкв и Рсм, определяемые для каждой плавки (партии) стали на основании контрольного химического анализа металла готового листа, не должны превышать 0,43 и 0,24, соответственно.
2.1.8. Химический состав стали должен определяться для каждой плавки (партии) путем контрольного анализа металла ковшевой пробы.
По требованию Производителя труб для каждой плавки (партии) стали дополнительно отбирают пробу для контрольного химического анализа готового листа.
В листе при условии обеспечения требуемых механических свойств металла допускаются следующие отклонения по верхнему пределу содержания химических элементов, %:
углерод………….. + 0,01 ванадий…………. + 0,01
марганец……….. + 0,05 медь………………. + 0,05
кремний………… + 0,05 никель…………… + 0,05
титан…………….. + 0,01 сера……………….. +0,001
ниобий………….. + 0,01 фосфор………….. + 0,005
алюминий……… +0,01
По выбору Производителя пробы металла для контрольного химического анализа может отбираться непосредственно от листа или от образца для испытания на растяжение. Место отбора проб — на расстоянии 1/4 ширины листа от продольной кромки.
Пробы для определения химического состава стали отбирают по ГОСТ 7565-81.
Химический состав стали проверяют по ГОСТ 22536.0-87, ГОСТ 22536.12-88, ГОСТ 22536.14-88, ГОСТ 12344-88, ГОСТ 12345-88, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12349-83, ГОСТ 12350-78, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 12357-84, ГОСТ 12358-82, ГОСТ 12359-81, ГОСТ 12360-82, ГОСТ 12361-82, ГОСТ 12362-79, ГОСТ 12363-79, ГОСТ 12364-84, ГОСТ 12365-84, ГОСТ 18895-81.
Если результаты контрольного анализа пробы, по выбору Производителя данную плавку бракуют или от двух листов дополнительно отбирают пробы для повторного анализа. Если результаты двух проверочных анализов соответствуют требованиям, плавку признают годной, за исключением одного листа, от которого отбиралась первоначальная проба. Если результаты одной или обеих пробы не соответствуют требованиям, плавка должна быть забракована или Производителю предоставляют право провести индивидуальные испытания остальных (кроме ранее испытанных) листов. При индивидуальной проверке необходимо выполнить анализ только на содержание элемента или элементов, по которым получены неудовлетворительные результаты.
2.1.9. Качество поверхности проката должно соответствовать требованиям ГОСТ 14637-89. Применение сварки для ремонта поверхности проката не допускается. Зачистка дефектов на глубину, выводящую толщину листа за пределы минусового допуска, не разрешается. После зачистки толщины проката измеряют ультразвуковым толщиномером.
2.1.10. Каждый лист, предназначенный для изготовления труб, подвергают 100 %-ному ультразвуковому контролю (УЗ-контролю) на расслоения (см. примечание в конце настоящего пункта). Применяемые схемы ульразвукового контроля листа (по продольным линиям, зигзагообразной сетке или др.) должны обеспечивать выявление недопустимых дефектов в соответствии с предъявляемыми требованиями.
В листе, за исключением зон, примыкающих к кромкам, не допускаются расслоения, имеющие линейный размер в любом направлении или площадь, превышающие 80 мм и 5000 мм2 соответственно.
При наличии нескольких расслоений длиной 30 мм и более, но не более 80 мм расстояние между смежными расслоениями должно быть не менее 500 мм.
Наличие цепочки расслоений является браковочным признаком при суммарной длине цепочки более 80 мм. Цепочкой расслоений считают два и более расслоения длиной менее 30 мм каждое с расстоянием между ними менее толщины листа.
Ранее в листе длиной 20 мм и менее при оценке качества не учитывают.
В зонах, примыкающих к продольным кромкам листов, на расстоянии не менее 100 мм от торцов не допускаются расслоения, расположенные по толщине листа на расстоянии до 3 мм от его поверхности, а также площадь которых превышает 100 мм2 или длина которых параллельно кромке превышает 20 мм. Количество расслоений допустимых размеров на длине 1 м должно быть не более 4. В зонах, примыкающих к поперечным кромкам, шириной не менее 40 мм не допускаются расслоения любых размеров. По соглашению между Производителями листов и труб может быть установлена другая ширина указанных зон при условии обеспечения требований п. 2.2.7 настоящих Правил.
Не допускается выход расслоений любой величины на кромки листа.
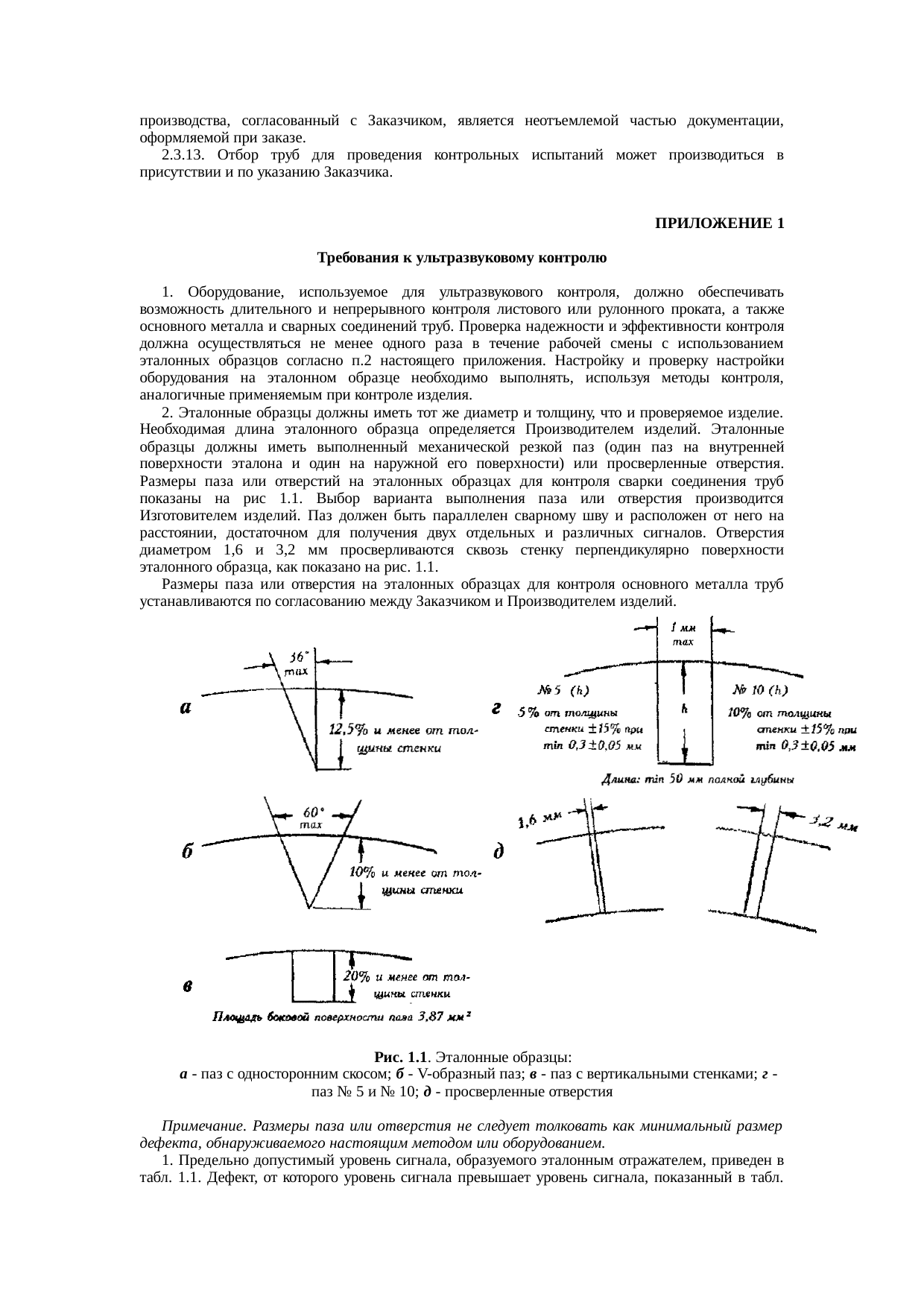
Контрольные эталоны для выявления дефектов типа расслоений должны иметь ту же самую толщину стенки, что и проверяемое изделие, и любую длину, удобную для настройки дефектоскопа. Контрольные эталоны должны иметь выполненные механической резкой пазы или просверленные отверстия. Параметры пазов и отверстий на контрольных эталонах, а также браковочные уровни сигналов от них принимают в соответствии с требованиями, изложенными в прил. 1.
Участок, при УЗ-контроле которого обнаруживают сигналы, по высоте превышающие установленную высоту браковочного сигнала от эталонного паза или отверстия, считают дефектным.
Примечание. Расслоением является внутренний дефект, разделяющий слои металла параллельно его поверхности.
2.1.11. Требования к механическим свойствам листа, методы и температурные условия их испытаний определяются Производителем труб, исходя из установленных настоящими Правилами требований к механическим свойствам труб с учетом возможного изменения этих свойств в процессе их изготовления.
2.1.12. Листы предъявляют к приемке партиями. Партии должны состоять из листов одной толщины, изготовленных из металла одной плавки-ковша. Масса партии не должна превышать 80 т, при этом количество листов в партии должно быть не менее 12.
Для проверки механических свойств отбирают два листа от партии.
От одного из концов каждого контрольного листа на расстоянии 1/4 его ширины отбирают по ГОСТ 7564-73 и испытывают:
- по одному поперечному образцу для испытания на растяжение; испытания проводят на плоских или цилиндрических образцах по ГОСТ 1497-84 (соответственно тип II, прил. 3 или тип III, прил. 2). При отсутствии явно выраженного физического предела текучести нагрузку текучести определяют при деформации образца, равной 0,2 % расчетной длины по показателю тензометра;
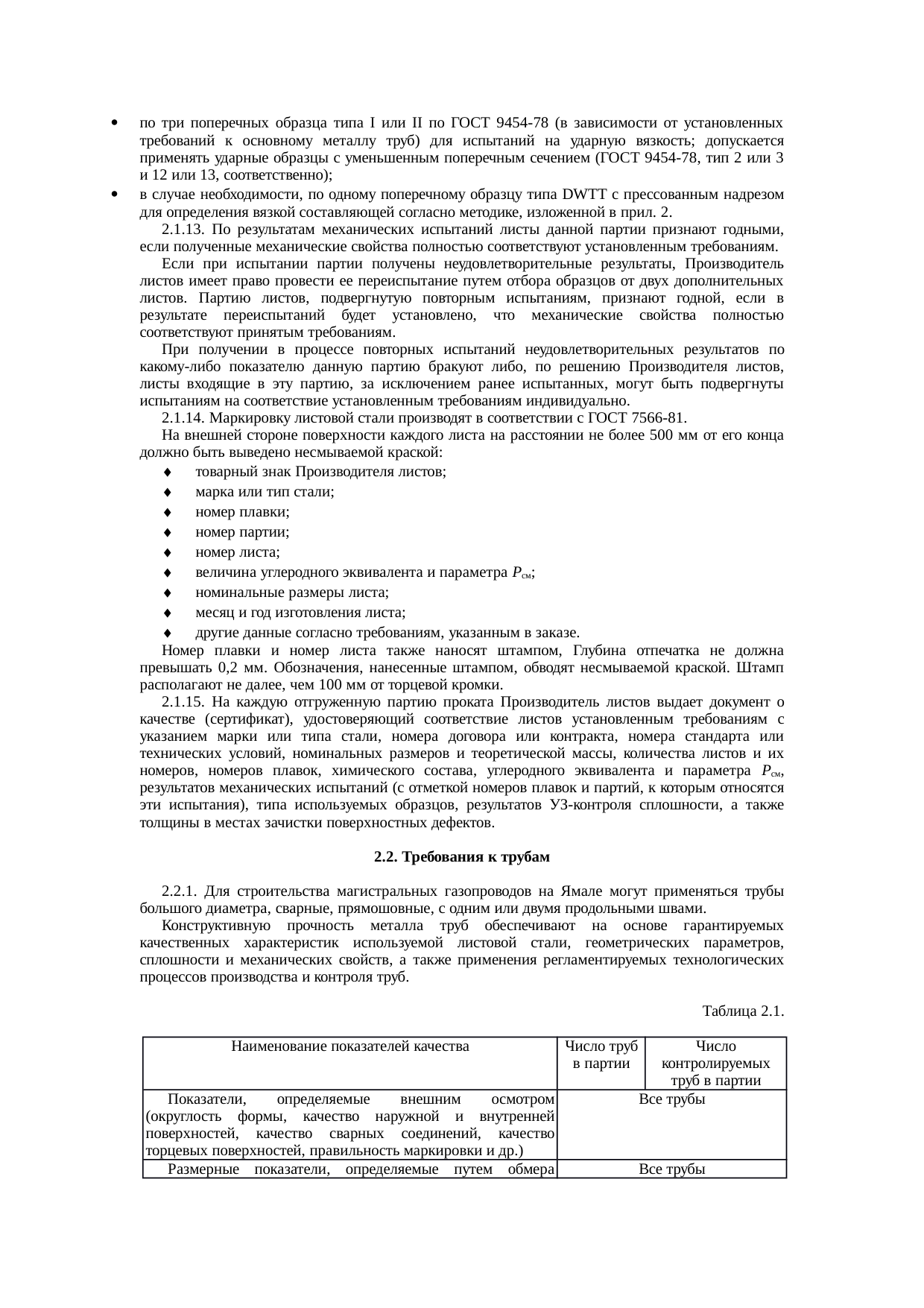
- по три поперечных образца типа I или II по ГОСТ 9454-78 (в зависимости от установленных требований к основному металлу труб) для испытаний на ударную вязкость; допускается применять ударные образцы с уменьшенным поперечным сечением (ГОСТ 9454-78, тип 2 или 3 и 12 или 13, соответственно);
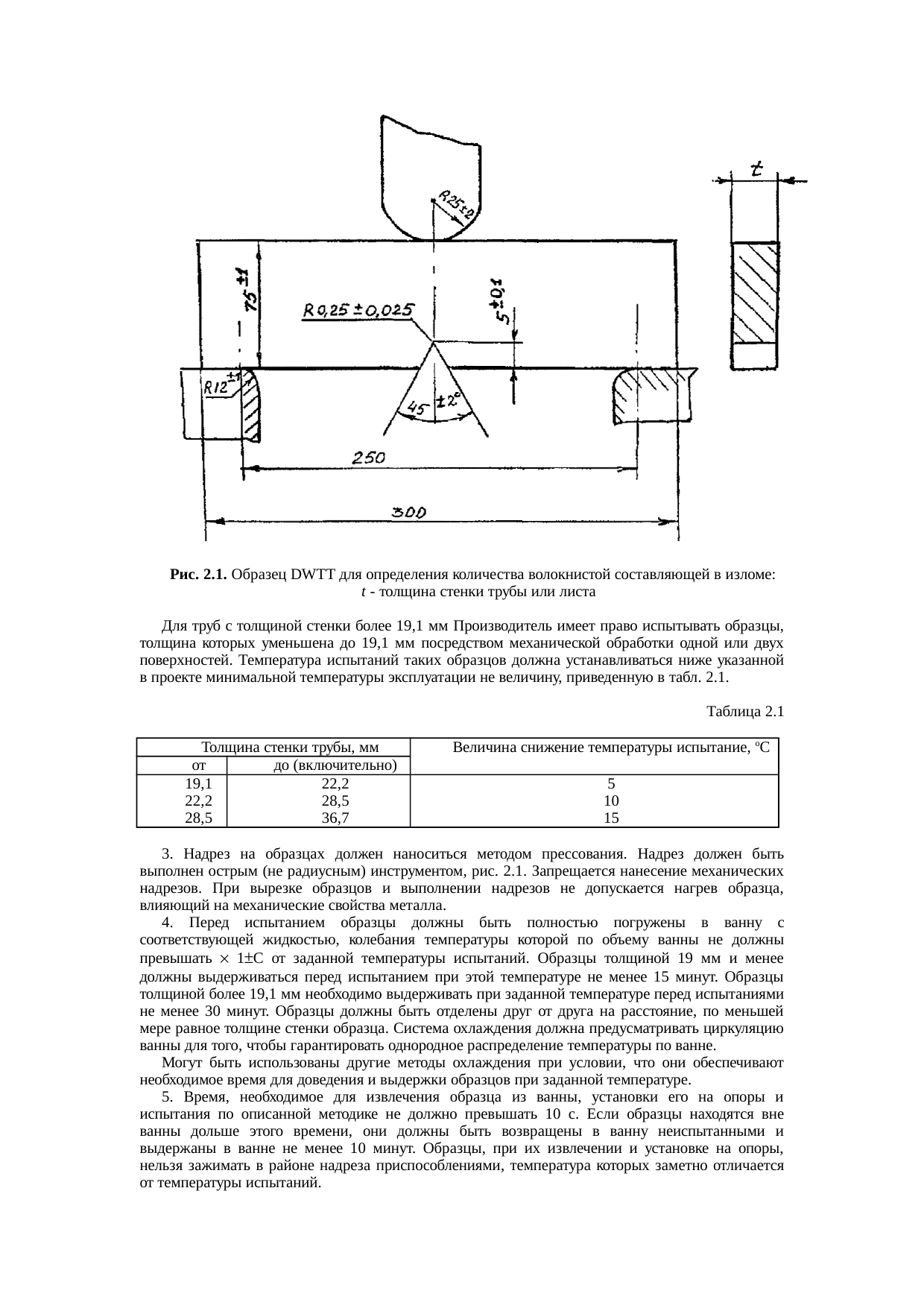
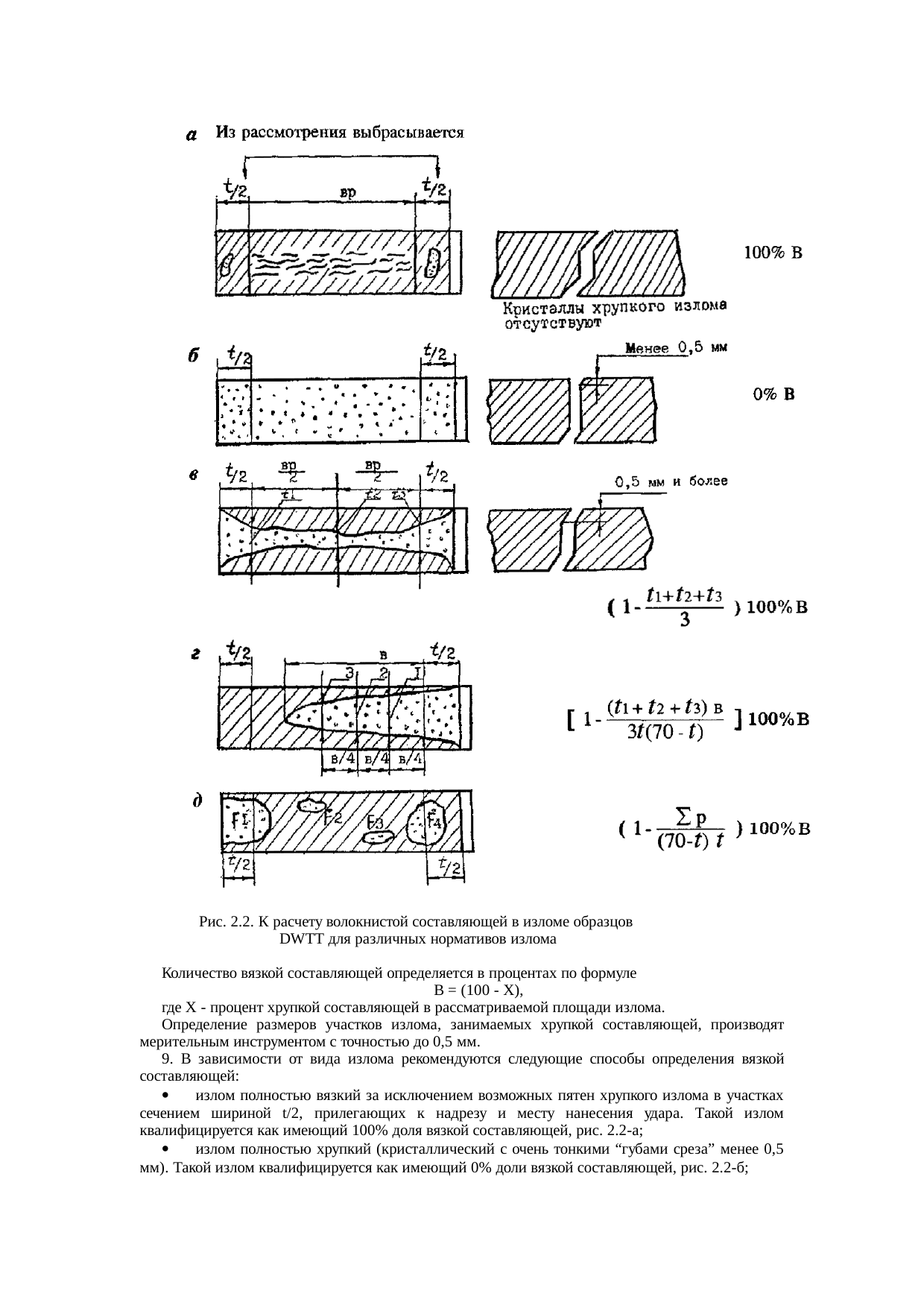
- в случае необходимости, по одному поперечному образцу типа DWTT с прессованным надрезом для определения вязкой составляющей согласно методике, изложенной в прил. 2.
2.1.13. По результатам механических испытаний листы данной партии признают годными, если полученные механические свойства полностью соответствуют установленным требованиям.
Если при испытании партии получены неудовлетворительные результаты, Производитель листов имеет право провести ее переиспытание путем отбора образцов от двух дополнительных листов. Партию листов, подвергнутую повторным испытаниям, признают годной, если в результате переиспытаний будет установлено, что механические свойства полностью соответствуют принятым требованиям.
При получении в процессе повторных испытаний неудовлетворительных результатов по какому-либо показателю данную партию бракуют либо, по решению Производителя листов, листы, входящие в эту партию, за исключением ранее испытанных, могут быть подвергнуты испытаниям на соответствие установленным требованиям индивидуально.
2.1.14. Маркировку листовой стали производят в соответствии с ГОСТ 7566-81.
На внешней стороне поверхности каждого листа на расстоянии не более 500 мм от его конца должно быть выведено несмываемой краской:
- товарный знак Производителя листов;
- марка или тип стали;
- номер плавки;
- номер партии;
- номер листа;
- величина углеродного эквивалента и параметра Рсм;
- номинальные размеры листа;
- месяц и год изготовления листа;
- другие данные согласно требованиям, указанным в заказе.
Номер плавки и номер листа также наносят штампом, Глубина отпечатка не должна превышать 0,2 мм. Обозначения, нанесенные штампом, обводят несмываемой краской. Штамп располагают не далее, чем 100 мм от торцевой кромки.
2.1.15. На каждую отгруженную партию проката Производитель листов выдает документ о качестве (сертификат), удостоверяющий соответствие листов установленным требованиям с указанием марки или типа стали, номера договора или контракта, номера стандарта или технических условий, номинальных размеров и теоретической массы, количества листов и их номеров, номеров плавок, химического состава, углеродного эквивалента и параметра Рсм, результатов механических испытаний (с отметкой номеров плавок и партий, к которым относятся эти испытания), типа используемых образцов, результатов УЗ-контроля сплошности, а также толщины в местах зачистки поверхностных дефектов.
2.2. Требования к трубам
2.2.1. Для строительства магистральных газопроводов на Ямале могут применяться трубы большого диаметра, сварные, прямошовные, с одним или двумя продольными швами.
Конструктивную прочность металла труб обеспечивают на основе гарантируемых качественных характеристик используемой листовой стали, геометрических параметров, сплошности и механических свойств, а также применения регламентируемых технологических процессов производства и контроля труб.
Таблица 2.1.
|
Наименование показателей качества |
Число труб в партии |
Число контролируемых труб в партии |
|
Показатели, определяемые внешним осмотром (округлость формы, качество наружной и внутренней поверхностей, качество сварных соединений, качество торцевых поверхностей, правильность маркировки и др.) |
Все трубы |
|
|
Размерные показатели, определяемые путем обмера (диаметр торцов и тела трубы, овальность, длина, толщина, размеры фаски, высота выпуклостей швов, смещение и угловатость кромки, форма профиля торцов, кривизна и др.) |
Все трубы |
|
|
Показатели сплошности, определяемые неразрушающим физическим способом контроля (расслоения, трещины, непровары и другие внутренние дефекты сварного соединения) |
Все трубы |
|
|
Герметичность и прочность, оцениваемая путем гидроиспытаний |
Все трубы |
|
|
Химический состав основного металла, углеродный эквивалент стали |
Каждая плавка |
1 |
|
Механические свойства |
||
|
Испытания на растяжение основного металла и сварного соединения: |
||
|
Dн < 1020 мм |
100 |
1* |
|
Dн ³ 1020 мм |
50 |
1* |
|
Испытания на ударную вязкость основного и сварного соединения и определение доли вязкого излома основного металла: |
||
|
Dн < 1020 мм |
100 |
1* |
|
Dн ³ 1020 мм |
50 |
1* |
|
Испытания на загиб: |
||
|
Dн < 1020 мм |
100 |
1* |
|
Dн ³ 1020 мм |
50 |
1* |
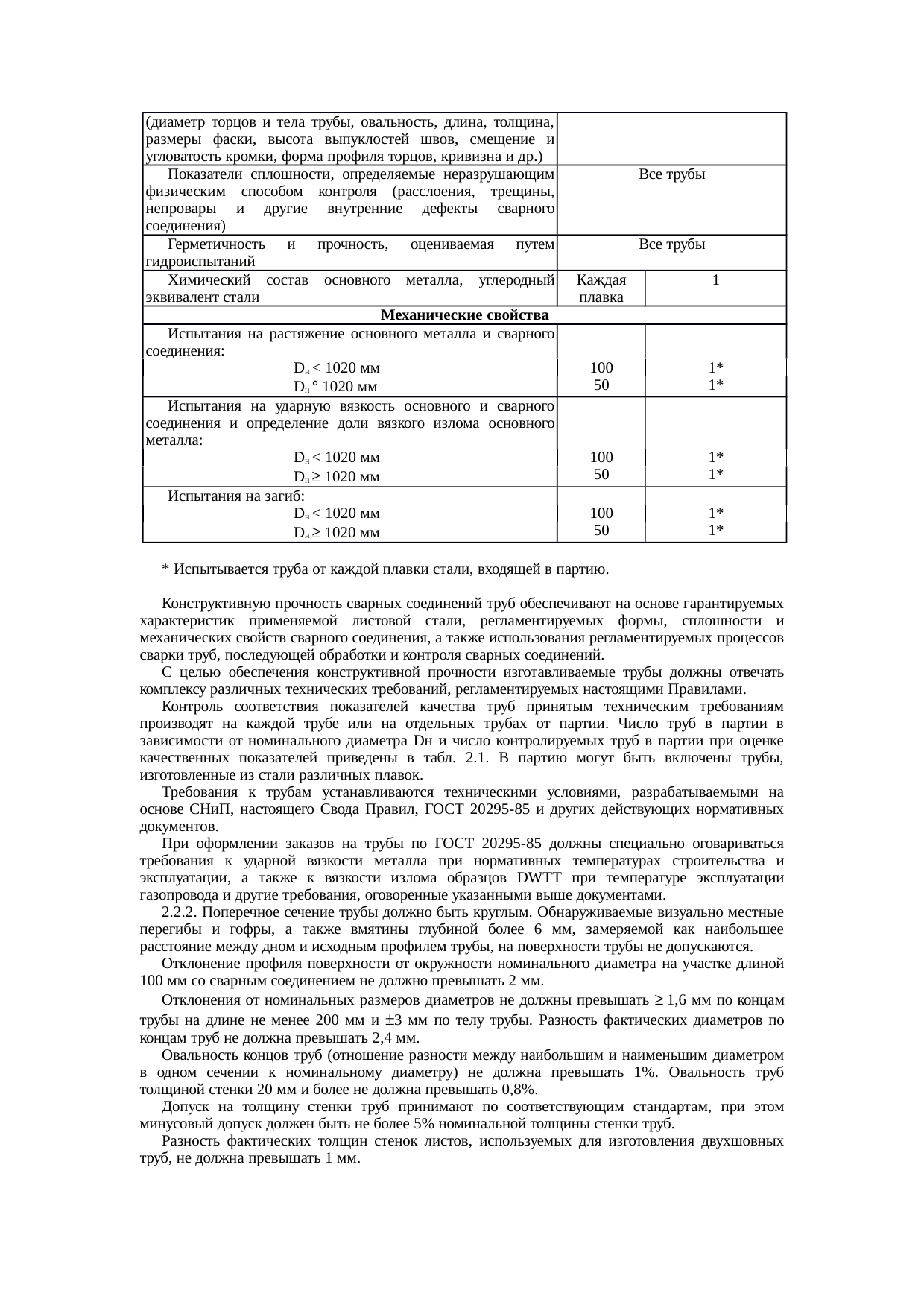
* Испытывается труба от каждой плавки стали, входящей в партию.
Конструктивную прочность сварных соединений труб обеспечивают на основе гарантируемых характеристик применяемой листовой стали, регламентируемых формы, сплошности и механических свойств сварного соединения, а также использования регламентируемых процессов сварки труб, последующей обработки и контроля сварных соединений.
С целью обеспечения конструктивной прочности изготавливаемые трубы должны отвечать комплексу различных технических требований, регламентируемых настоящими Правилами.
Контроль соответствия показателей качества труб принятым техническим требованиям производят на каждой трубе или на отдельных трубах от партии. Число труб в партии в зависимости от номинального диаметра Dн и число контролируемых труб в партии при оценке качественных показателей приведены в табл. 2.1. В партию могут быть включены трубы, изготовленные из стали различных плавок.
Требования к трубам устанавливаются техническими условиями, разрабатываемыми на основе СНиП, настоящего Свода Правил, ГОСТ 20295-85 и других действующих нормативных документов.
При оформлении заказов на трубы по ГОСТ 20295-85 должны специально оговариваться требования к ударной вязкости металла при нормативных температурах строительства и эксплуатации, а также к вязкости излома образцов DWTT при температуре эксплуатации газопровода и другие требования, оговоренные указанными выше документами.
2.2.2. Поперечное сечение трубы должно быть круглым. Обнаруживаемые визуально местные перегибы и гофры, а также вмятины глубиной более 6 мм, замеряемой как наибольшее расстояние между дном и исходным профилем трубы, на поверхности трубы не допускаются.
Отклонение профиля поверхности от окружности номинального диаметра на участке длиной 100 мм со сварным соединением не должно превышать 2 мм.
Отклонения от номинальных размеров диаметров не должны превышать ±1,6 мм по концам трубы на длине не менее 200 мм и ± 3 мм по телу трубы. Разность фактических диаметров по концам труб не должна превышать 2,4 мм.
Овальность концов труб (отношение разности между наибольшим и наименьшим диаметром в одном сечении к номинальному диаметру) не должна превышать 1 %. Овальность труб толщиной стенки 20 мм и более не должна превышать 0,8 %.
Допуск на толщину стенки труб принимают по соответствующим стандартам, при этом минусовый допуск должен быть не более 5 % номинальной толщины стенки труб.
Разность фактических толщин стенок листов, используемых для изготовления двухшовных труб, не должна превышать 1 мм.
Кривизна труб не должна превышать 1,5 мм на 1 м длины, а общая кривизна — 0,2 % длины трубы.
Длина поставляемых труб должна быть в пределах 10500 — 11600 мм. По соглашению между Заказчиком и Производителем труб могут применяться трубы другой длины.
2.2.3. Сварные соединения труб должны иметь плавный переход от основного металла к металлу шва без острых углов, несплавлений и других дефектов формирования шва. Высота выпуклости (усиления) наружного шва должна находиться в пределах 0,5 — 2,5 мм для труб со стенкой толщиной до 10 мм включительно и 0,5 — 3,0 мм для труб со стенкой толщиной свыше 10 мм.





